CFHC10-0.8(A)矿用本安型气动电磁阀 CFHC10-0.8电磁阀
山东东达井下防爆电磁阀,两位五通电磁阀,三位五通电磁阀
山东东达集团,订购热销中:180-5375-7353
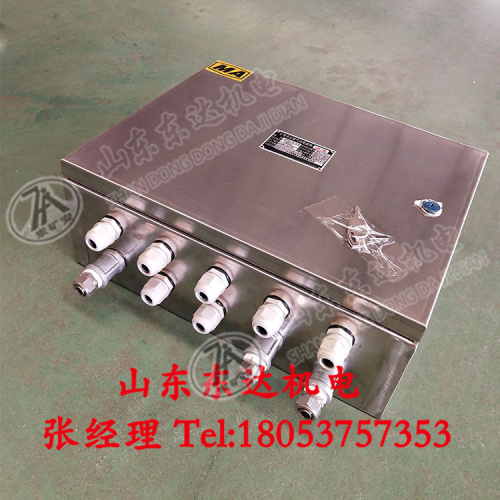
CFHC10-0.8矿用本安型气动电磁阀由阀体和阀头两一方面构成,此外配有油雾器,又叫三联件,或者油水分离器,接线盒,线圈等,气动电磁阀的作用就是实现煤矿井下气动设备的自动控制。电磁阀的开启和关闭灵敏,动作敏捷靠谱(动作时期小于4s),接线简便、,养护简便。
山东东达井下防爆电磁阀,两位五通电磁阀,三位五通电磁阀
山东东达集团,订购热销中:180-5375-7353
CFHC10-0.8矿用本安型气动电磁阀由阀体和阀头两一方面构成,此外配有油雾器,又叫三联件,或者油水分离器,接线盒,线圈等,气动电磁阀的作用就是实现煤矿井下气动设备的自动控制。电磁阀的开启和关闭灵敏,动作敏捷靠谱(动作时期小于4s),接线简便、,养护简便。
气动电磁阀可定制一控二,一控三,一控四,一个箱体可多装多个阀体,实现集中控制。


气动电磁阀使用场所:
1)可操控气动/气动吊梁/气动道岔设置/气动泵/气动风门的自动化化操控,配合相应成套设备的主机做到全自动化操控。
2)电磁阀在运用过程中须要配合相关设备确认几位几通即可,不须要提供商来回去矿上跑,1个电话即可问到
3)此电磁阀由不锈钢外壳,电磁阀总成,本安接线盒,油雾器装配完成。电磁阀总成为铝制,功能好动作灵敏
气动电磁阀技术参数:
额定电压:DC12V
额定电流:≤266mA
输入气压:0.2~0.8MPa
电磁阀阀径:10mm
本安参数:Ui: DC 12.5V Ii:266mA
原文链接:http://www.sqfang.cn/news/129886.html,转载和复制请保留此链接。
以上就是关于CFHC10-0.8矿用本安型气动电磁阀井下风门电控控制气源全部的内容,关注我们,带您了解更多相关内容。
以上就是关于CFHC10-0.8矿用本安型气动电磁阀井下风门电控控制气源全部的内容,关注我们,带您了解更多相关内容。
特别提示:本信息由相关用户自行提供,真实性未证实,仅供参考。请谨慎采用,风险自负。